אלקטרודת גרפיט UHP 550 מ"מ

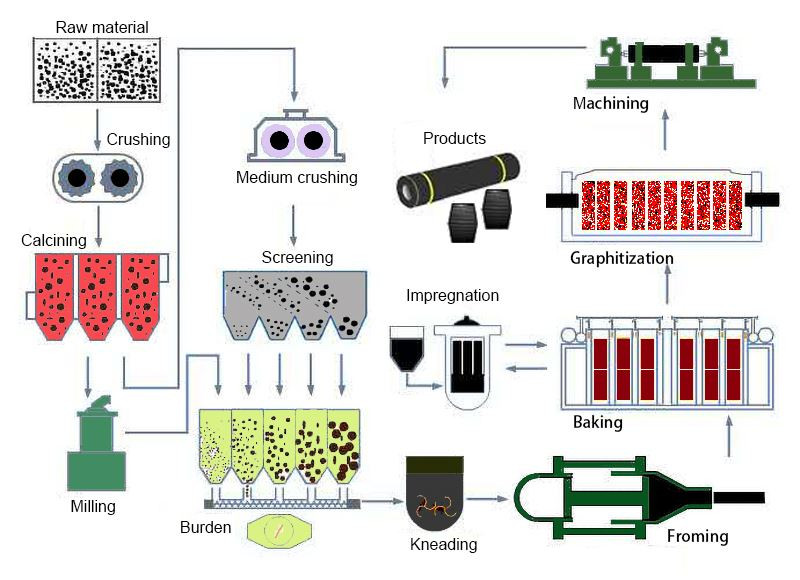
גרפיטיזציה היא שלב חשוב מאוד בייצור אלקטרודות גרפיט UHP. זה מתייחס לתהליך טיפול בחום בטמפרטורה גבוהה של מוצרי פחמן מעל 2300 ℃ בכבשן חשמלי בטמפרטורה גבוהה כדי להמיר פחמן במבנה שכבה כאוטי אמורפי למבנה גבישי גרפיט מסודר בתלת מימד.
מה התפקיד של גרפיטיזציה?
*שפר את המוליכות החשמלית והתרמית
*שפר את עמידות בפני זעזועים תרמיים ואת היציבות הכימית (מקדם ההתפשטות הליניארי מופחת ב-50-80%);
* הפוך את חומר הפחמן בעל סיכה ועמידות בפני שחיקה;
*לפרוק זיהומים ולשפר את טוהר חומר הפחמן (תכולת האפר במוצר מופחתת מ-0.5% לכ-0.3%).
| השוואה מפרט טכני עבור UHP גרפיט אלקטרודה 22" | ||
| אֶלֶקטרוֹדָה | ||
| פָּרִיט | יְחִידָה | מפרט הספק |
| מאפיינים אופייניים של קוטב | ||
| קוטר נומינלי | mm | 550 |
| קוטר מקסימלי | mm | 562 |
| קוטר מינימלי | mm | 556 |
| אורך נומינלי | mm | 1800-2400 |
| אורך מקסימלי | mm | 1900-2500 |
| אורך מינימלי | mm | 1700-2300 |
| צפיפות בתפזורת | g/cm3 | 1.68-1.72 |
| חוזק רוחבי | MPa | ≥12.0 |
| Young' Modulus | GPa | ≤13.0 |
| התנגדות ספציפית | µΩm | 4.5-5.6 |
| צפיפות זרם מקסימלית | KA/cm2 | 18-27 |
| כושר נשיאה נוכחי | A | 45000-65000 |
| (CTE) | 10-6℃ | ≤1.2 |
| תוכן אפר | % | ≤0.2 |
| מאפיינים אופייניים של פטמה (4TPI) | ||
| צפיפות בתפזורת | g/cm3 | 1.78-1.84 |
| חוזק רוחבי | MPa | ≥22.0 |
| Young' Modulus | GPa | ≤18.0 |
| התנגדות ספציפית | µΩm | 3.4 ~ 3.8 |
| (CTE) | 10-6℃ | ≤1.0 |
| תוכן אפר | % | ≤0.2 |